Naše linky pro penetrační kontrolu (FPI) jsou navrhovány a realizovány tak, aby splňovaly všechny relevantní technické normy a požadavky leteckého průmyslu a umožňovaly provoz v prostředích s akreditačními nároky. Zařízení společnosti ATG odpovídají široce používaným leteckým normám, zejména ASTM E1417, a jsou koncipována tak, aby podporovala provoz v rámci akreditace NADCAP, stejně jako specifické zákaznické a výrobní požadavky.
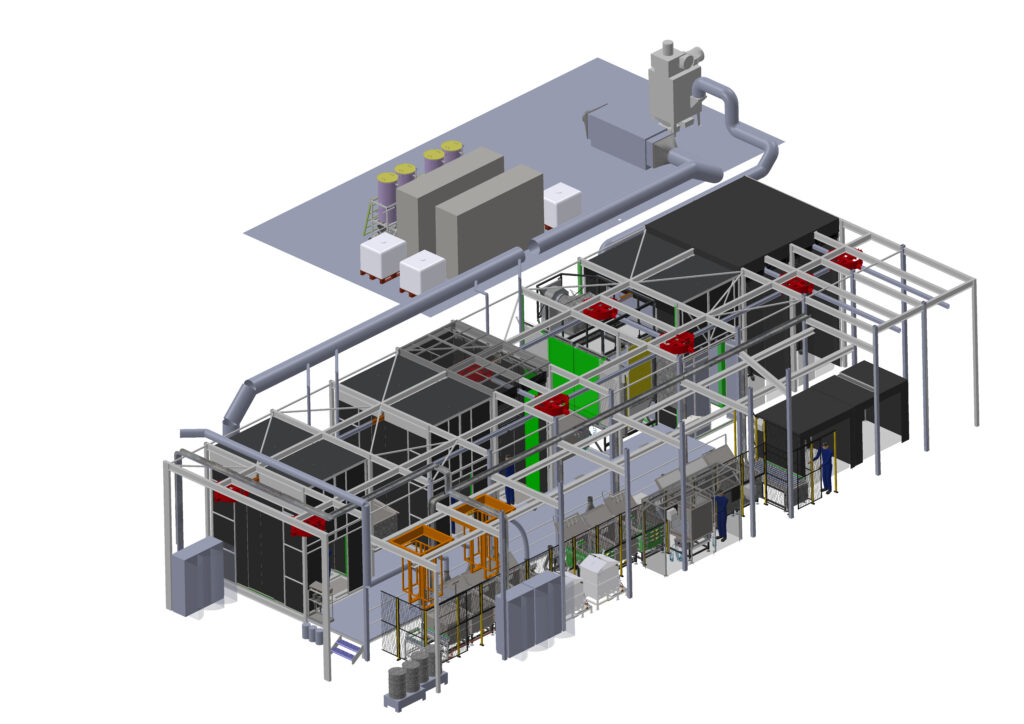
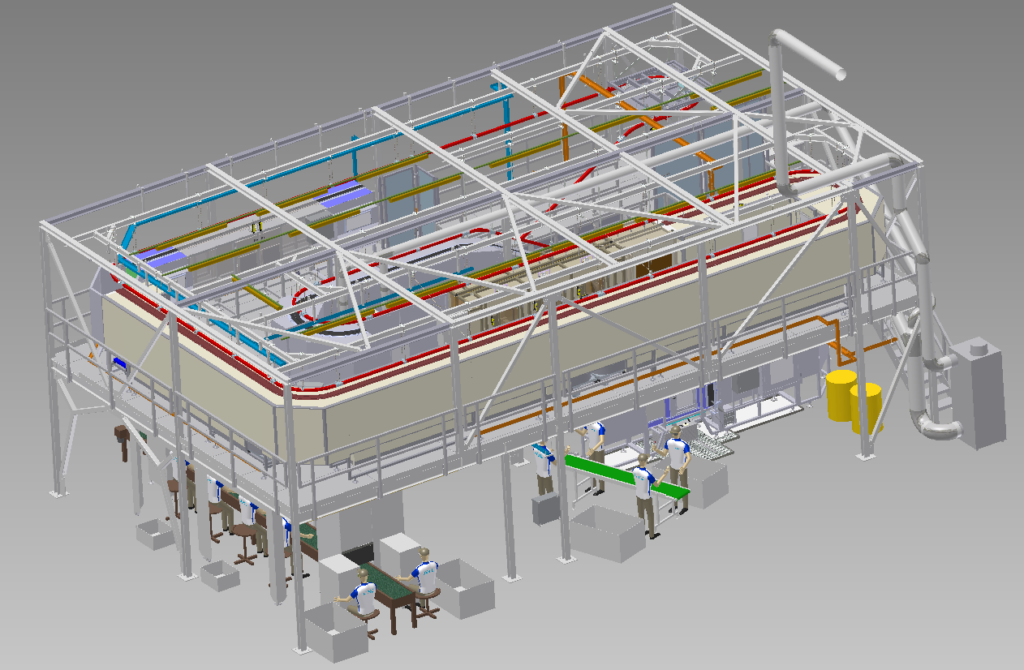
Příkladem je linka LPM 2600max, která byla vyvinuta pro australskou společnost TAE Aerospace pro potřeby MRO civilních i vojenských leteckých motorů. Linka splňuje požadavky normy ASTM E1417 pro aplikace MRO i OEM a je navržena v souladu s nároky NADCAP akreditovaného procesu. Současně odpovídá specifickým požadavkům výrobců leteckých motorů, jako jsou Rolls-Royce, GE Aviation, Pratt & Whitney, Honeywell, Safran a další.
Kromě leteckého průmyslu jsou linky ATG navrhovány také pro zákazníky působící v automobilovém, energetickém, strojírenském a dalších průmyslových odvětvích, kde penetrační kontrola podléhá odlišným normám a specifickým požadavkům. Řešení ATG mohou splňovat například normy EN ISO 3452, AMS, ASME, případně další oborové, podnikové nebo individuální zákaznické předpisy.
Díky modulární koncepci zařízení a dlouhodobým zkušenostem s návrhem FPI technologií je společnost ATG schopna přizpůsobit technické řešení konkrétním normovým, procesním i provozním požadavkům, a to jak v oblasti sériové výroby, tak při kontrolách menších sérií nebo zakázkové výroby. Tím je zajištěna vysoká flexibilita systémů a jejich využitelnost napříč různými průmyslovými aplikacemi.