Hello EN
Welcome to WordPress. This is your first test post. You can edit or delete it, and then start building your own website.





Application: Energy and other industries
Application: Railway
Application: Maritime and power industries
Application: Energy
Application: Aerospace
Application: Automotive
Application: Automotive
Application: Railways
Application: Railways
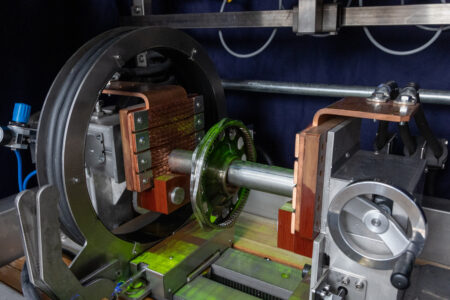
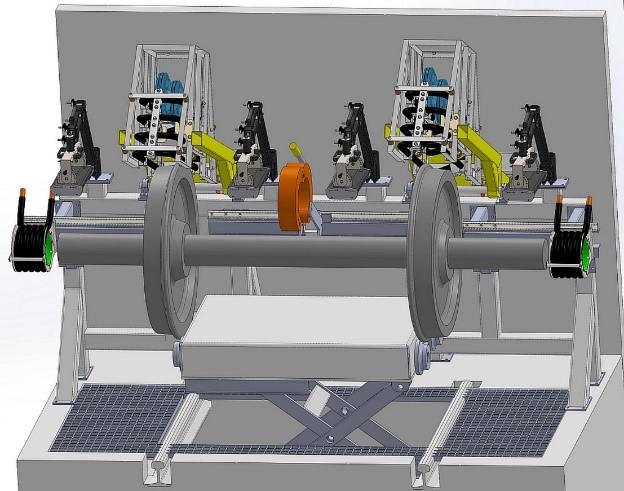
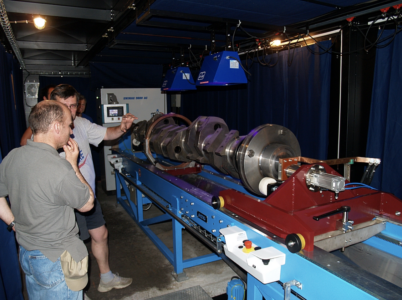
Customized clamping and manipulation systems, with the ability to test parts ranging from pins, to rotor turbine blades, up through crankshafts of diesel ship engines, 15 meters in length
Design according to ASTM E1444
Quick Break function
Operator-friendly control system
Long-term stability with minimal servicing requirements
Internal calibration system with data acquisition system
Welcome to WordPress. This is your first test post. You can edit or delete it, and then start building your own website.

Magnetic Particle Testing offers several practical benefits that make it a preferred method in many industries. First, it excels at revealing both surface and shallow subsurface flaws, which are often most critical to structural integrity. The process itself is fast and straightforward, meaning inspections can be completed without long downtime—ideal for time-sensitive operations.
Another major advantage is cost efficiency: MT typically requires less investment than many other NDT techniques while still delivering highly reliable results. It’s also very adaptable, working on various ferromagnetic materials and accommodating various component sizes, from small machine parts up to large industrial structures.
Inspectors appreciate the immediate feedback MT provides—results are visible right after application, enabling quick decisions. In addition, portable systems make it possible to carry out checks on-site, even in remote locations. Finally, beyond simply detecting flaws, MT can help estimate their size and orientation, adding valuable detail for maintenance planning.
While Magnetic Particle Testing is a widely used and effective NDT method, it comes with certain constraints. One of the biggest is material dependency—MT works only on ferromagnetic materials, so it cannot be applied to non-magnetic metals or composites.
Proper surface preparation is another requirement; any dirt, oil, or paint must be removed before testing, which can add extra steps and time. Additionally, the method is best suited for detecting flaws on the surface or just beneath it, meaning deeper defects do not produce such obvious indications.
Finally, once the inspection is done, the component often needs to be demagnetized to prevent interference with its future use. This step demands extra time and, in some cases, specialized equipment, which can slightly increase the complexity of the overall process.
ASTM E1444 is the internationally recognized standard titled “Standard Practice for Magnetic Particle Testing.” It defines how magnetic particle inspection (MPI) should be performed to ensure accurate, repeatable, and safe results.
The standard covers the entire MPI process – from preparation and selection of equipment to magnetization techniques, inspection steps, and post-examination evaluation. Its main goal is to provide uniform guidelines so that technicians can reliably detect surface and near-surface discontinuities in ferromagnetic materials.
By following ASTM E1444, inspection laboratories and technicians ensure compliance with industry requirements and maintain consistent quality across all MPI tests, regardless of the application (automotive, aerospace, railway, or energy).
The main distinction lies in how deep the magnetic field penetrates the material. Alternating Current (AC) is primarily used when the goal is to find surface-breaking flaws, such as cracks in welds. AC produces a strong magnetic field on the surface but does not reach deep into the material, making it ideal for detecting fine, shallow defects.
On the other hand, Direct Current (DC) penetrates much deeper, which allows inspectors to identify discontinuities located beneath the surface. DC is commonly paired with wet magnetic particles for improved sensitivity and visibility during the inspection. This combination of techniques ensures that both surface and subsurface defects can be effectively evaluated.
A yoke is a handheld device designed to generate a controlled magnetic field in the inspected component. It features pole pieces connected to an electromagnetic coil. When placed on the surface and activated, it produces a magnetic field between the poles. The magnetic circuit is completed by the yoke through the component all the way around. The relevant magnetic field is within the component, running from one pole of the yoke to the other.
If the material contains a surface or subsurface discontinuity, such as a crack, the magnetic field is locally disturbed, creating a leakage field. When magnetic particles are applied, they accumulate at these leakage fields, forming clear indications of defects. Yokes are suitable for inspecting welds, joints, and hard-to-reach components due to their portability and simple operation.
Magnetic Particle Inspection (MPI) equipment, including yokes, should generally be calibrated at least twice a year to comply with standards like ASTM E1444, ISO 9934, or NADCAP guidelines. However, the exact frequency depends on how the equipment is used and the criticality of the inspections.
In addition to scheduled calibrations, daily functional checks—such as verifying magnetizing power before use—are performed, especially if the yoke has been dropped or repaired. For high-precision or safety-critical applications, more frequent calibration may be necessary. Regular maintenance and calibration help ensure accurate results and reduce the risk of downtime.
Yes, MPI can be integrated into automated production lines, especially for high-volume inspections. Automated MPI systems are designed to handle tasks such as magnetizing, applying particles, and inspecting components without manual intervention. These setups improve speed, consistency, and accuracy, making them ideal for industries like automotive or aerospace where throughput and reliability are equally critical.
Automation also reduces probability of human error and enables continuous quality control, but it typically requires customized equipment and higher initial investment compared to manual inspection.
Magnetic inspection laboratories are specialized facilities focused on non-destructive testing, mainly Magnetic Particle Inspection (MPI), to find surface and near-surface flaws in ferromagnetic materials. They use advanced equipment like magnetization benches to ensure the quality and safety of components without causing damage.
These labs serve industries such as aerospace, automotive, and defense, where material integrity is critical. Their work helps detect cracks, seams, or other defects and ensures that parts meet strict quality standards before being used in critical applications.
ATG provides services as an NDT proficiency testing provider and organizes interlaboratory comparisons in the field of Non-Destructive Testing (NDT). Interlaboratory comparisons within proficiency testing according to ISO/IEC 17043:2010 provide NDT laboratories with an independent tool for evaluating their technical competence and performance. These activities support laboratories in continuously assessing and improving the quality and reliability of their testing services and demonstrating competence to customers and certification bodies.
Check out our other systems and equipment for non-destructive testing.